Here’s some pointers on taking things apart I’ve learned over the years. The goal is “Create no Damage”.
Rule 1. Risky prolixity, the first note is to stay calm; think it through. When I’ve messed something up its often because I’m pursuing a way of taking it apart, it doesn’t work, so like a dog with a bone I intensify and more force is applied. This doesn’t end well, better to walk away and rethink.
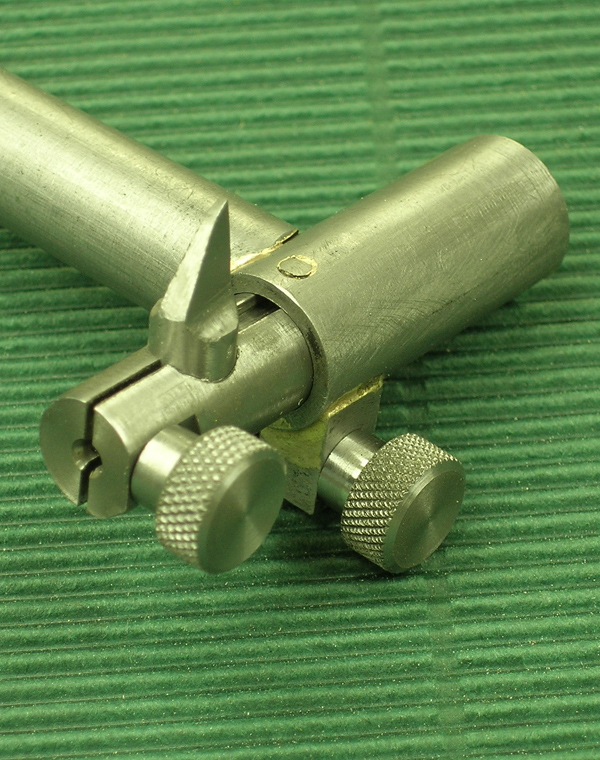
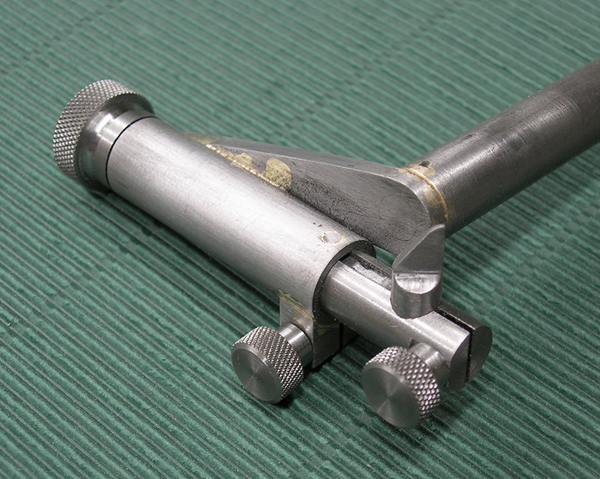
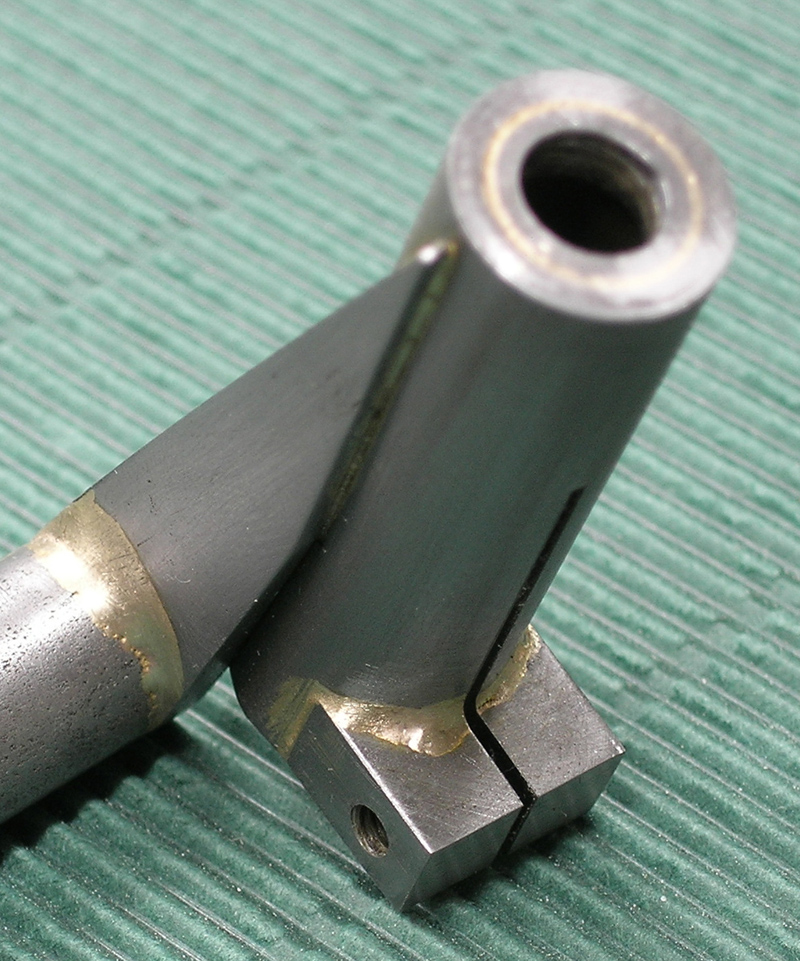
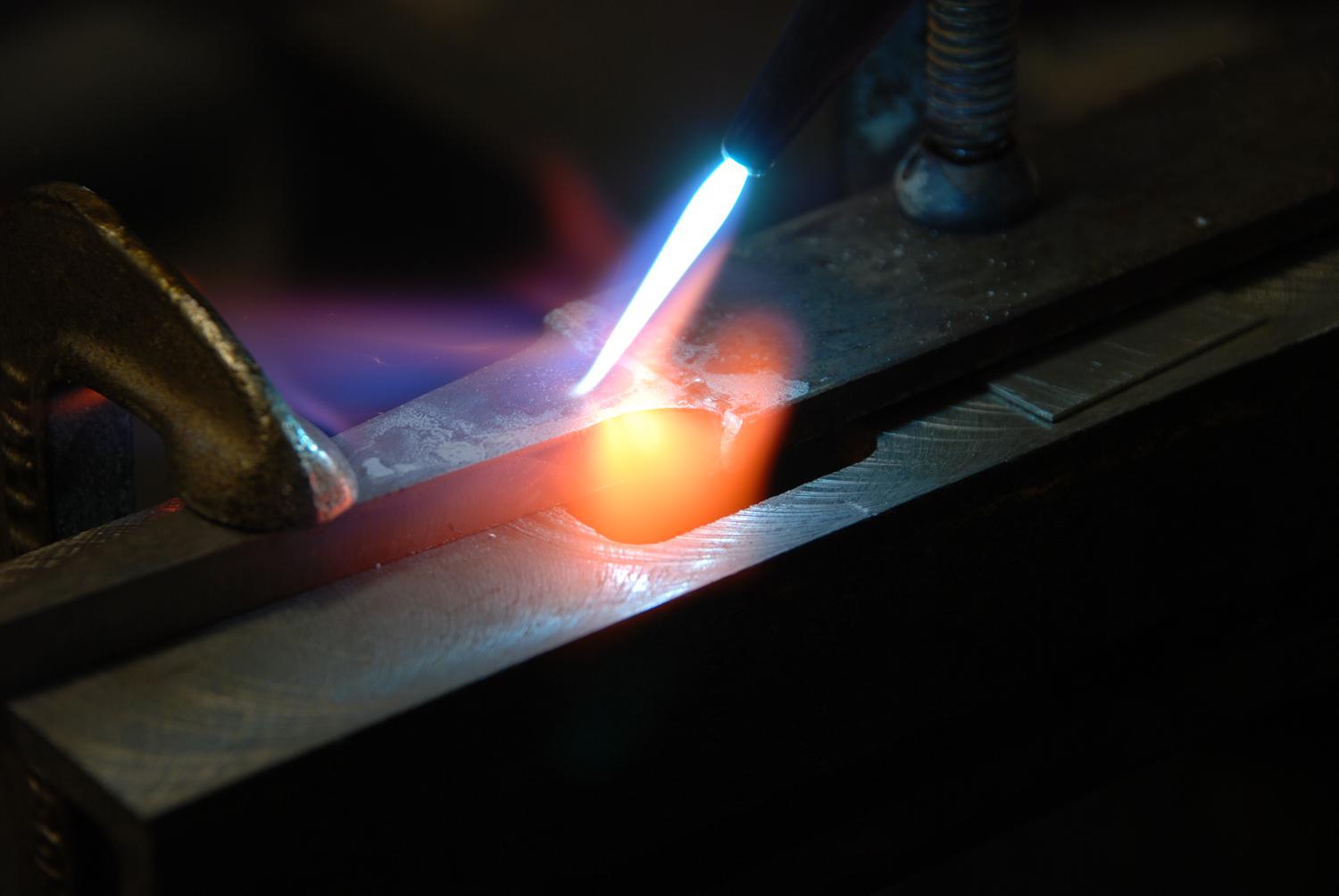
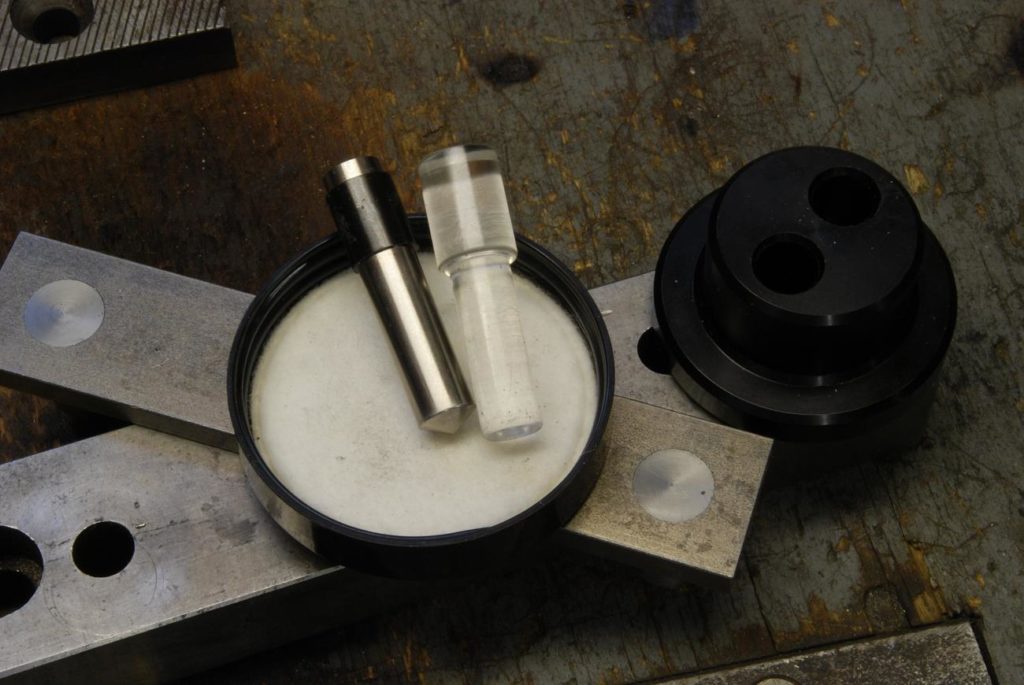
Rule 2: Make or buy the specialty wrench. Numerous disassemblies, especially spindles, require you to make special shaped wrenches, spanners etc. Examples shown in photos are for Levin spindles and the XLO spindle. Its a royal pain to stop and have to make yet again another tool to get job, but its the only way to do proper job of it.
Rule 3. Get a big set of hollow ground screw drives. The gunsmiths have learned this and as far as I know the most complete are marketed to them. The idea is to remove a slotted fastener, oh so common on older and antique machines (they are NOT vintage!), you a straight sided blade this is just shy of a tight fit in the slot.
Rule 4: Get a quality impact screwdriver. Mine is a Klein and has been a good purchase.
Clean the faster and chose an appropriate end. It comes with an adapter so you can use either hex bits or any 3/8 socket. Place in faster and hit the end with a ball pien hammer. When the hammer strikes, it forces the bit into the fastener but also creates a wee bit of torque. This makes it close to impossible to strip the head.
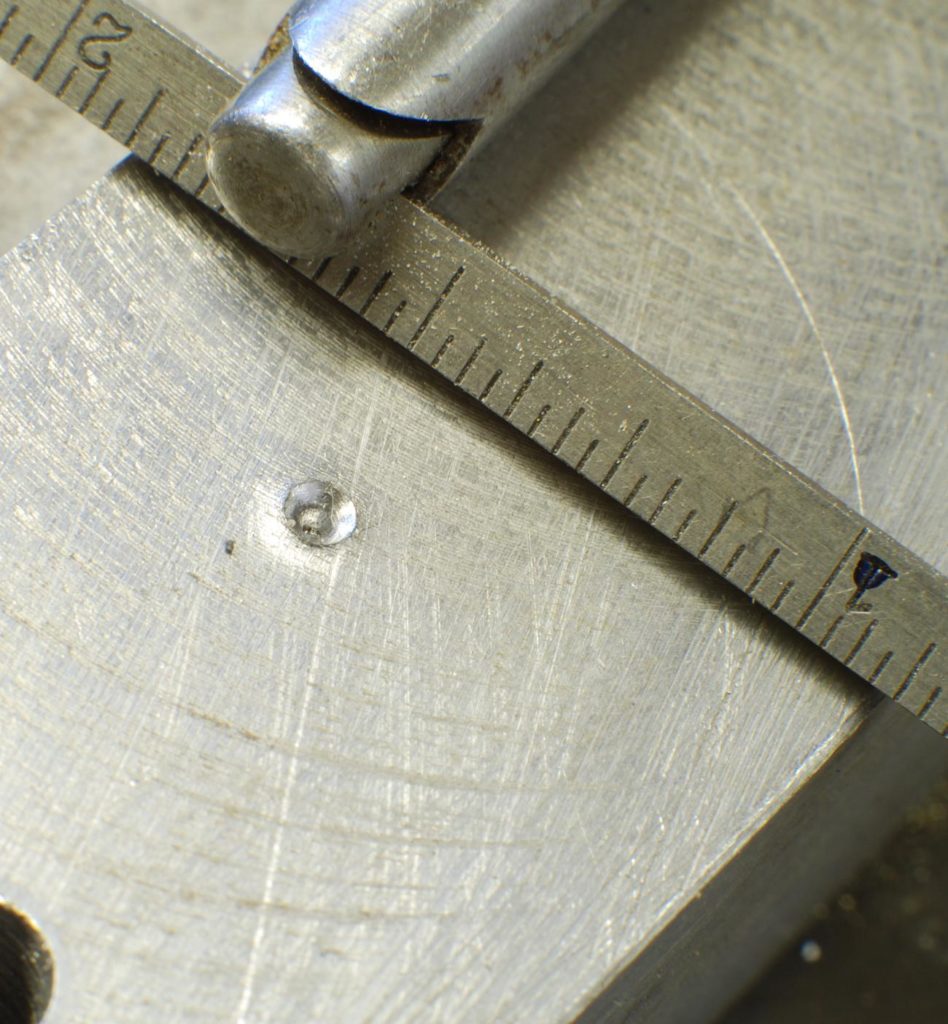
Rule 5: spend some time studying pins before hammering away at their removal. Most pins in machines are taper pins so of course only come out one way. Carefully measure so only applying force to the small end
Rule 6: here is the most important of all…..tap tap tap. Whatever you are try to remove, if it doesn’t move with a modest amount of force, using many small taps or hits vs larger blows. A bearing spindle retaining that just wouldn’t budge with a destructive level of torque and or impact,. comes loose easy with 100 little taps…none of which are strong enough to wreck the nut. This just works, use it and you’ll be amazed.